Pour changer un peu de la complexité des axes Y et Z (il faudra bien y revenir)
je voudrais, ce soir, évoquer l'augmentation de la zone de travail.
L'idée première : augmenter surtout l'axe des X (Y aussi si possible mais c'est moins critique pour nos besoins), en déplaçant latéralement les deux flancs verticaux en bakélite et en cherchant à conserver si possible les flasques AV et AR en bakélite sur lesquels sont fixés les guides linéaires et la vis d'entrainement Y.
Une fixation des flancs verticaux sur un système V-Slot serait aussi un avantage car il permet de déplacer facilement le positionnement du pont Y.
Une solution assez simple, imaginée initialement, consiste à conserver les profilés V-Slot 2040 sur lesquels sont vissés actuellement les flancs verticaux et à remplacer les flasques AV et AR en bakélite par de nouvelles pièces en CTP par exemple.
Elle a l'avantage de ne pas avoir de limitation de longueur pour X.
Mais en augmentant trop X il faudrait probablement utiliser 2 vis d'entrainement pour Y avec un moteur en plus et étudier sérieusement la rigidité du pont sur lequel se déplace la broche. De plus la conservation des profilés latéraux interdit l'augmentation de la zone de travail en Y. On se retrouve ainsi avec une solution un peu déséquilibrée avec un grand X et un Y limité à ses 167 mm
C'est en découvrant le profilé V-Slot C-Beam que la solution que je vais présenter m'est venue à l'esprit (prix au ml HT)
Je vais donc remplacer le 2040 par un C-Beam 4080 qui sera vissé sur les flancs bakélite AV et AR dans les trous libérés par les 2040. On va ainsi gagner 120 mm en X. (Avant de découvrir le C-Beam j'avais envisagé la même solution avec des 4040, ce qui ne me faisait gagner que 40 mm de débattement)
Et là il faut s'interroger sur la longueur des C-Beam : 290 mm comme les 2040 qu'ils remplacent ou plus pour augmenter aussi Y ?
La réponse vient des pièces de récupération de l'axe X, et particulièrement les deux guides linéaires en acier rectifié 10 mm et la vis d'entrainement (360 mm entre les flancs verticaux bakélite)
C'est donc parti pour rallonger Y de 360 - 290 actuels = 70 mm
Par ailleurs les 2 V-Slot 2020 de 360 mm qui constituent le pont actuel pourraient être utilisés pour rigidifier le rectangle sous le plateau
Restent inutilisés les anciens guides linéaires Y et la vis d'entrainement Y, ainsi que les 2 profilés 2040 latéraux (le tout en 290 mm)
Je suis long, j'en suis conscient, ces détails n'intéresseront qu'un possesseur de cette machine qui souhaite l'améliorer, mais si un seul y trouve son compte j'aurai atteint mon objectif
Avec un dessin ce sera plus simple à comprendre :
Tout d'abord mes profilé posés autour de la machine actuelle donnent une idée de l'augmentation de taille
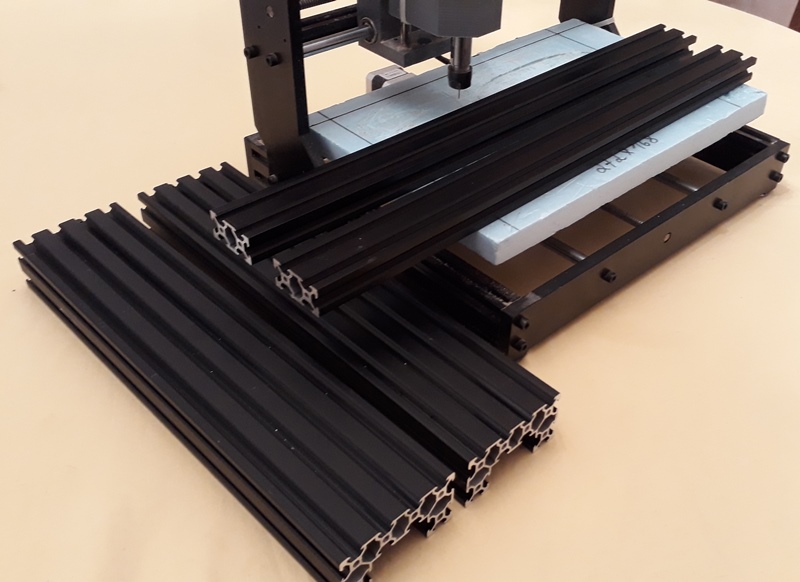
- 20201027_182342.jpg (130.42 Kio) Consulté 4572 fois
un plan sommaire fait sous Word
et le tout représenté sur la machine; Le déplacement des tiges de guidage n'est peut-être pas obligatiore, mais avec un plateau de 120 mm plus large ça me semble justifié pour éviter un mouvement de bascule latéral s'il devait y avoir du jeu dans les roulements lignéaires (qui seront de toutes façons remplacés par des plus performants

