Je n'étais finalement pas inspiré par la découpe de l'alu cet AM.
Avant de démonter l'actuelle machine je voulais faire le même essai de broche à vide que je viens d'évoquer ci-dessus pour la nouvelle, afin d'avoir un élément de comparaison.
Cette broche moteur à charbons consomme à vide un maxi de 0.4 A sous 24 V, mais plus souvent entre 0.1 et 0.3 A (0.4 est le maxi relevé)
en puissance cela représente donc
un peu moins de 10 W, contre 36 W pour la nouvelle
Ces chiffres ne sont pas parlants pour moi, c'était juste pour avoir un repère, on verra à l'usage ...

- 20201101_151717.jpg (179.84 Kio) Consulté 4296 fois
Après ce test, je voulais revérifier la configuration future de la nouvelle carte ARDUINO UNO avec son CNC Shiel V3 et ses 3 drivers DRV 8825, le tout avec les nouveaux moteurs Nema 17 qui équiperont la version future. Le pilotage est assuré par le logiciel EstlCAM, dont j'ai maintenant acquis la licence.
L'Arduino est alimenté en USB (5 V) par l'ordinateur, mais le CNC Shield accepte de 12 à 36 V.
Disposant d'une vieille alim Freebox de 12 V, 3.5 A, je m'en suis contenté.
Tout fonctionne parfaitement, restera à calibrer les déplacements selon les pas de vis d'entrainement, une fois le tout monté.
https://youtu.be/g7FKJNrgHow
Possédant une alim 36 V pour la broche et cette tension étant, selon les inscriptions sur la carte, acceptée par le CNC Shield, je voulais aussi tester cette configuration pour éviter d'avoir deux alim différentes sur la machine.
Et là surprise : une belle petite flamme sur un des drivers de moteur, et tout s'est arrêté

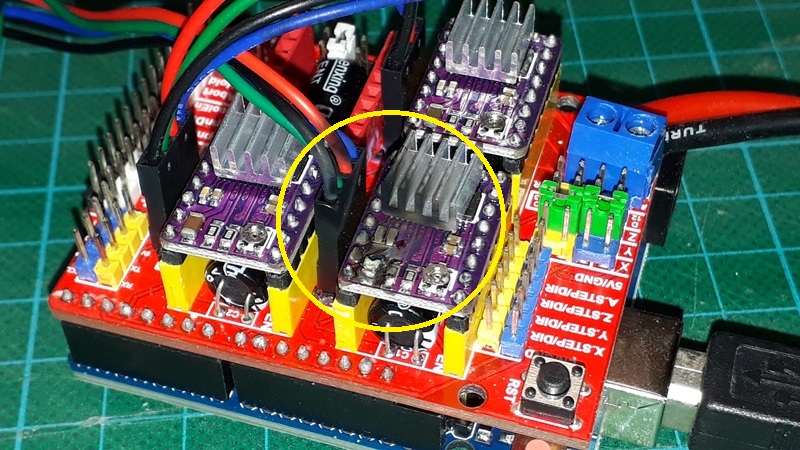
- 20201101_154635.jpg (206.3 Kio) Consulté 4296 fois
J'avais heureusement 2 drivers en rab. Une fois celui défectueux remplacé et revenu en 12 V, tout fonctionnait de nouveau parfaitement, OUffff

Je m'interroge donc sur la cause de cet incident ???
En cherchant sur le net je trouve 35 V comme tension maxi pour ce driver, et j'ai appliqué 36 V (mesuré) ce n'ets pas ce petit écart qui doit faire griller un composant. Je vais encore rechercher un peu sur le net.
Au pire j'en resterai à 12 V pour cette carte.
Je me suis aussi lancé dans le taraudage des profilés alu pour préparer le montage

- 20201101_180835.jpg (207.5 Kio) Consulté 4296 fois


