Mes inserts sont arrivés
J'ai commencé par découper le panneau de CTP 15 mm destiné à les recevoir et le fixer sur le plateau de la CNC.
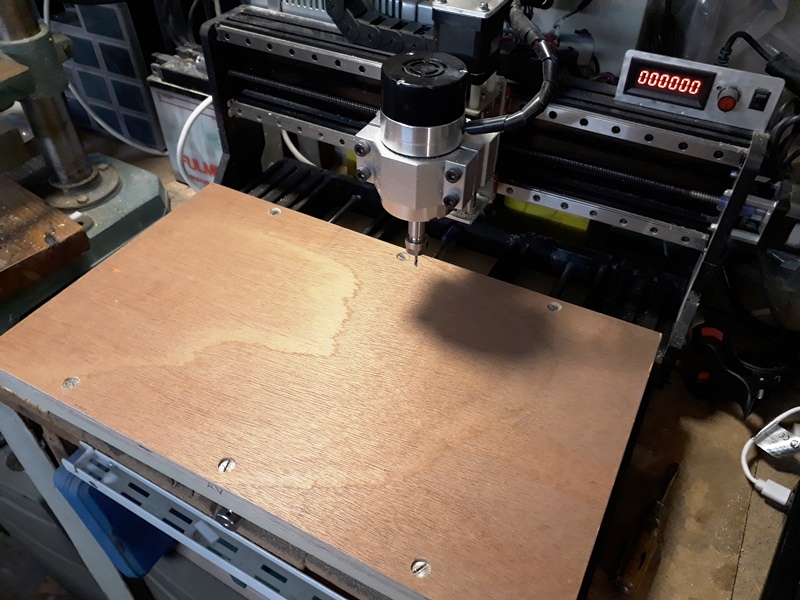
- 20220120_163810.jpg (208.06 Kio) Consulté 2506 fois
Pa curiosité j'ai voulu savoir l'écart de cote entre les extrémités de course de la fraise. (en m'aidant de la cote Z qui s'affiche dans estlCam)
A l'extrémité droite il y a plus d'un mm d'écart

. En découpe traversante cela ne m'a jamais gêné, mais maintenant que je vais réaliser un support pour fixer des petites pièces à travailler, pour lesquelles le besoin de précision pourrait de faire sentir, je vais tenter de rémédier à cela.
Après les mesures sur le panneau de CTP j'ai aussi vérifié le plateau fixe de la CNC, les résultats sont un peu meilleurs. Les cotes en épaisseur du CTP ne semblent pas parfaites.
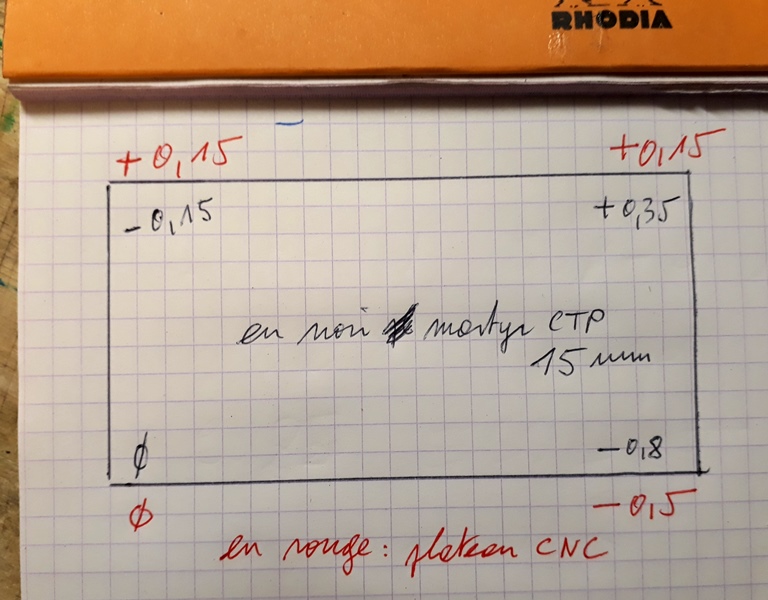
- 20220120_204033.jpg (148.49 Kio) Consulté 2506 fois
J'envisage déjà de réduire encore un peu les écarts sur le plateau fixe en jouant sur le jeu des vis d'assemblage, comme le préconisait Jipé.
Et ensuite je finirai en surfaçant le plateau, ce que je n'avais pas envisagé initialement, mais il faut savoir changer d'avis

Je viens de commander une fraise de surfaçage.
En attendant j'ai commencé à découper les leviers de serrage et les butées, comme Jipé (merci pour ton fichier).
C'est la CNC qui se fabrique ses propres outils

:
https://youtu.be/u6Ngl8XS940
J'ai aussi fait des tests pour visser les inserts dans une chute de CTP. Sur ce point Jipé, je serais intéressé de savoir quel diamètre de perçage tu as utilisé (sachant que nous utilisons les mêmes inserts de 5 mm) ?
J'avais commencé par percer à 6 mm c'est trop petit. On arrive à visser en forçant, mais le bois éclate en surface
en 6.5 mm, ça entre très dur, mais pas d'éclatement du bois
en 7 mm ça entre un peu plus facilement mais le maintien semble toujours bon.
J'ai finalement retenu 6.5 mm de pré-perçage car le CTP est solide et on ne travaille pas sur un chant, ni trop près des bords.
Je justifie ce choix par la crainte d'un effort parallèle à la surface en serrant le levier qui risque d'incliner l'insert. Vérifié par la suite, on voit la tête de vis de serrage du levier légèrement bouger lorsqu'on force en serrant. ça reste acceptable et je suppose qu'on reste dans le domaine d'élasticité du bois.
Voici le montage de l'essai :
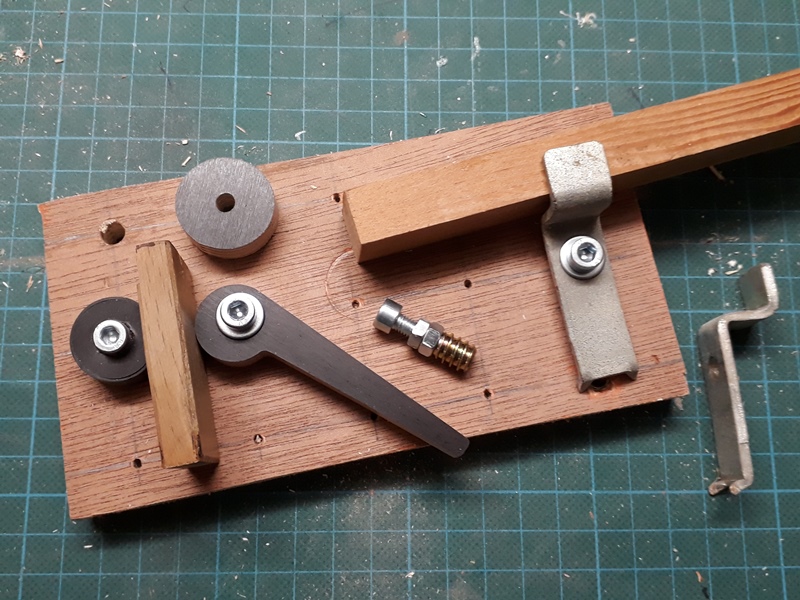
- 20220120_184346.jpg (229.52 Kio) Consulté 2506 fois
Pour limiter les efforts horizontaux j'ai introduit un peu de souplesse dans le serrage en entourant les butées rondes avec un morceau de chambre à air de vélo. Cela facilite le blocage du levier.

- 20220120_184605.jpg (275.29 Kio) Consulté 2499 fois
Je vais profiter des ces inserts espacés de 30 mm pour rajouter un autre moyen de serrage par appui sur la pièce, comme on le voit sur la photo ci-dessus. C'est du classique aussi. Ici j'ai juste utilisé une patte trouée. je vais par la suite utiliser des plats d'acier dans-lesquels je découperai une fente (à la place du trou ici), cela donnera davantage de souplesse de positionnement. Ces systèmes possèdent souvent un appui arrière avec une tige filetée ou un système de crantage, comme dans les deux exemples ci-dessous. Je ne vais probablement utiliser ni l'un ni l'autre, je me contenterai probablement d'un fer plat et je calerai l'arrière avec des chutes du matériau à fixer ou toute autre cale d'épaisseur

- fixation CNC.JPG (20.59 Kio) Consulté 2506 fois

- fixation CNC 2.JPG (27.49 Kio) Consulté 2506 fois
J'ai aussi commandé des écrous moletés, plus faciles à visser que les écrous papillon



