Il n'y a pas que les avions qui décrochent

Pousse un peu sur le manche pour reprendre du badin.

La broche, telle qu'elle est livrée, est prévue pour un fonctionnement manuel : un interrupteur pour la mise en marche et l'arrêt et un potentiomètre pour régler la vitesse de rotation. Le câblage d'origine du pilote du moteur est le suivant :
Sur le coté gauche la partie puissance avec l'alimentation en 36V CC et le départ des trois phases du moteur de broche.
Sur le coté droit la partie commande : inter M/A, potentiomètre de réglage de la vitesse de broche et inter pour l'inversion du sens de rotation (non câblé d'origine)
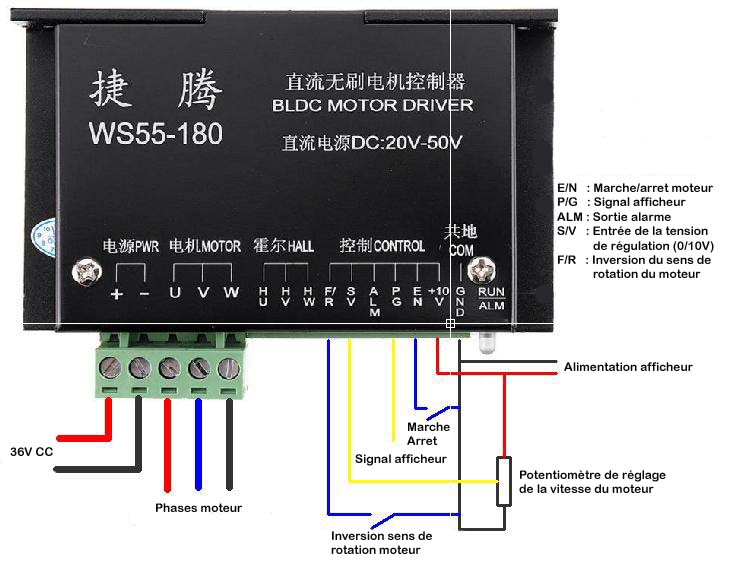
- CNCwS550.jpg (66.43 Kio) Consulté 4842 fois
Sur le projet que je développe, l'inversion du sens de rotation de la broche ne présente aucun intérêt, je n'ai pas l'intention de faire du taraudage. Par contre j'ai prévu de commander la mise en marche du moteur et le réglage de sa vitesse de rotation par le GCode d'usinage, comme sur les CNC industrielles. D'origine, la variation de vitesse est obtenue par une tension variant entre 0 V (moteur à l'arrêt) et 10 V (Vitesse maxi soit 14000 tr/mn) ; fil jaune sur S/V.
GRBL, le post processeur GCode, permet depuis la version 0.9 de piloter une sortie en PWM lorsque les instructions M3 Sxxx lui sont transmises par le programme. M3 : mise en marche du moteur et Sxxx : Nb de tours/mn de la broche. L'instruction M5 permet d'annuler les deux commandes précédentes et d'arrêter la broche.
Le problème qui se pose entre GRBL et la broche, c'est que les signaux émis et reçus ne sont pas compatibles. GRBL envoie un signal numérique dont le niveau haut est de 5 V, tandis que la broche attend un signal analogique avec un niveau haut de 10 V.
(PWM : Pulse Width Modulation --> Modulation par largeur d'impulsion)
Un module électronique est nécessaire pour assurer la transition.
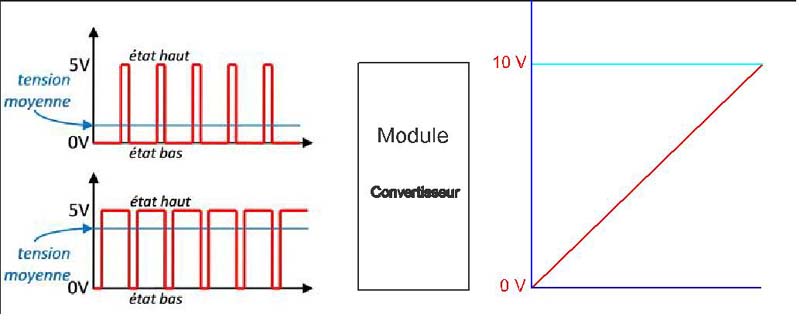
- CNCcna.JPG (31.53 Kio) Consulté 4842 fois
Après intégration, le nouveau schéma de raccordement :
--> le potentiomètre disparaît L'entrèe S/V du pilote moteur est directement raccordée au module.
--> L'interrupteur de M/A du moteur est remplacé par un shunt : tant que l'instruction M3 n'est pas validée par GRBL l'entrée S/V est à 0 V, donc moteur à l'arrêt.
--> Le module doit être alimenté entre 12 et 30 V, l'alimentation moteur étant de 36 V une résistance de 2500 ohms (R) est insérée dans le circuit afin d'obtenir une vingtaine de volts.
--> Le signal PWM du CNC Shield est récupéré sur le connecteur Z+ (particularité des shields de versions inférieures à 3.15). Ceux qui, comme moi, on besoin de brancher le fin de course Z+ se connecteront sur... Sp/En (Spindle Enabled) ; les deux voies sont inversées.
Si vous avez fait vos classes avec un ancien de la 7ème compagnie ça ne devrait pas poser problème (fil rouge sur le bouton bleu, fil vert...)

- CNCcna1.jpg (51.17 Kio) Consulté 4842 fois
Rien de changé en ce qui concerne le raccordement de l'afficheur : rouge/ noir pour l'alim 10 V et jaune pour le signal.
Pour obtenir un fonctionnement correct il faut penser à renseigner les paramètres $30 et $31 de GRBL (Max spindle speed et min spindle speed).
JP
PS : Toutes les broches compatibles "Mach3", c'est à dire avec régulation 0/10 V, peuvent être raccordées avec ce module.


